产品



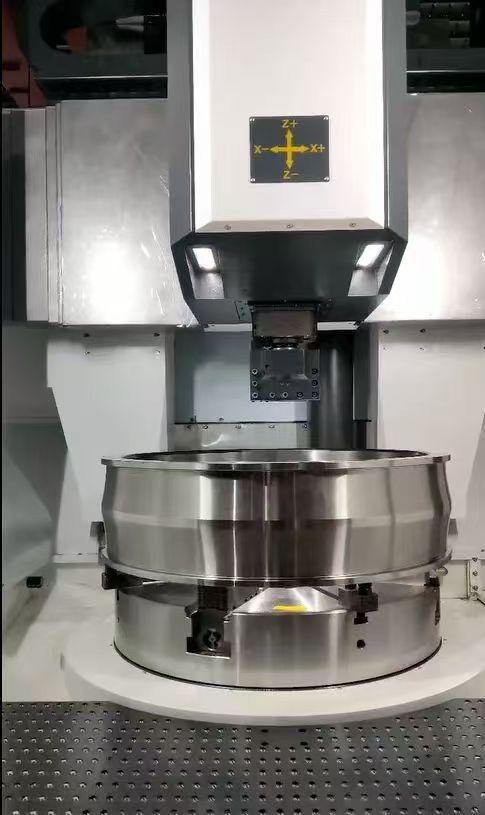

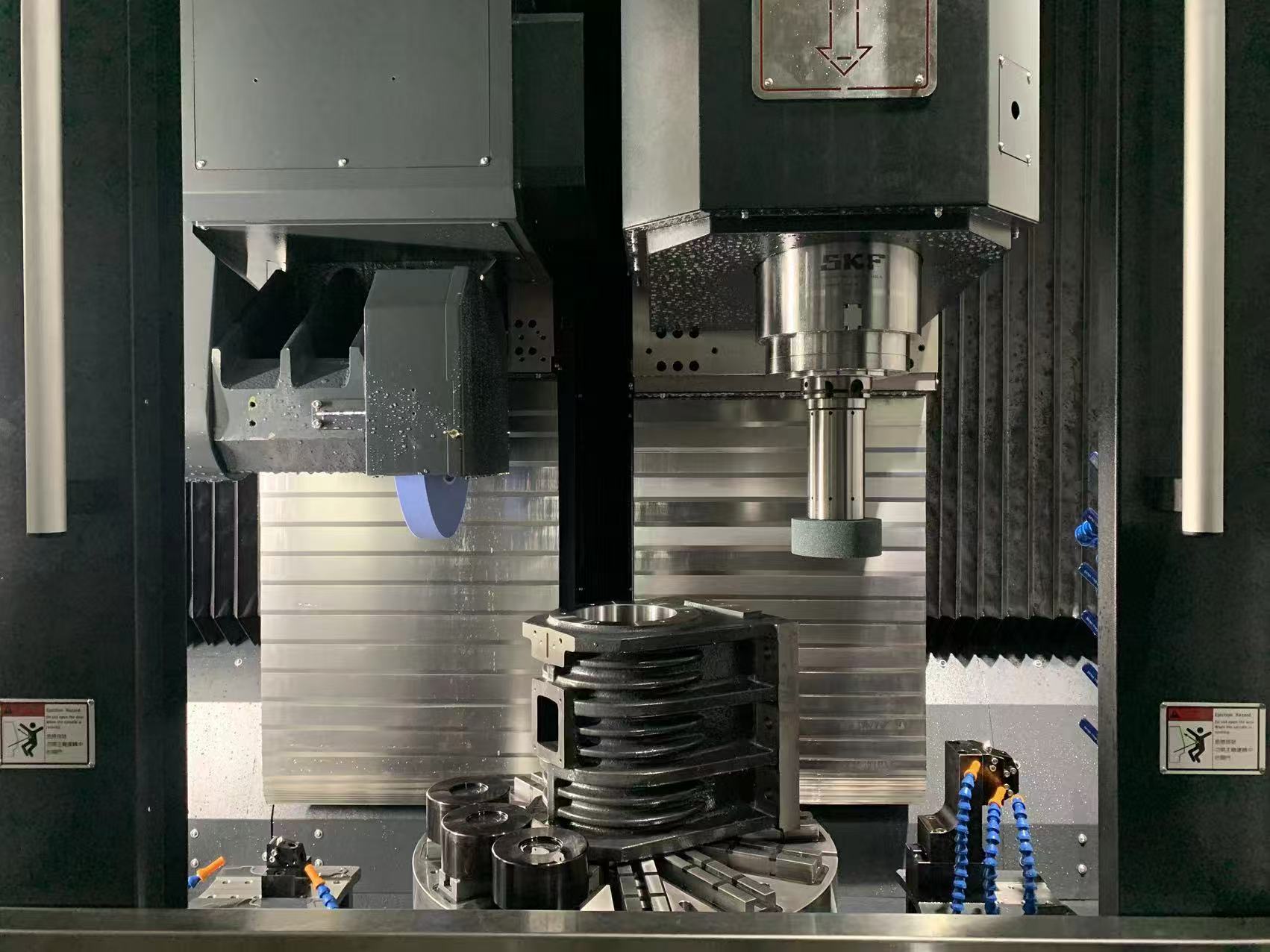
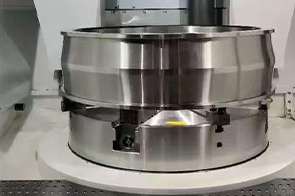
- 适用场景:大直径、重载盘/环/筒体(法兰、轴承外圈壳体、减速机端盖、大型夹盘/转台件等)。
- 我们的优势
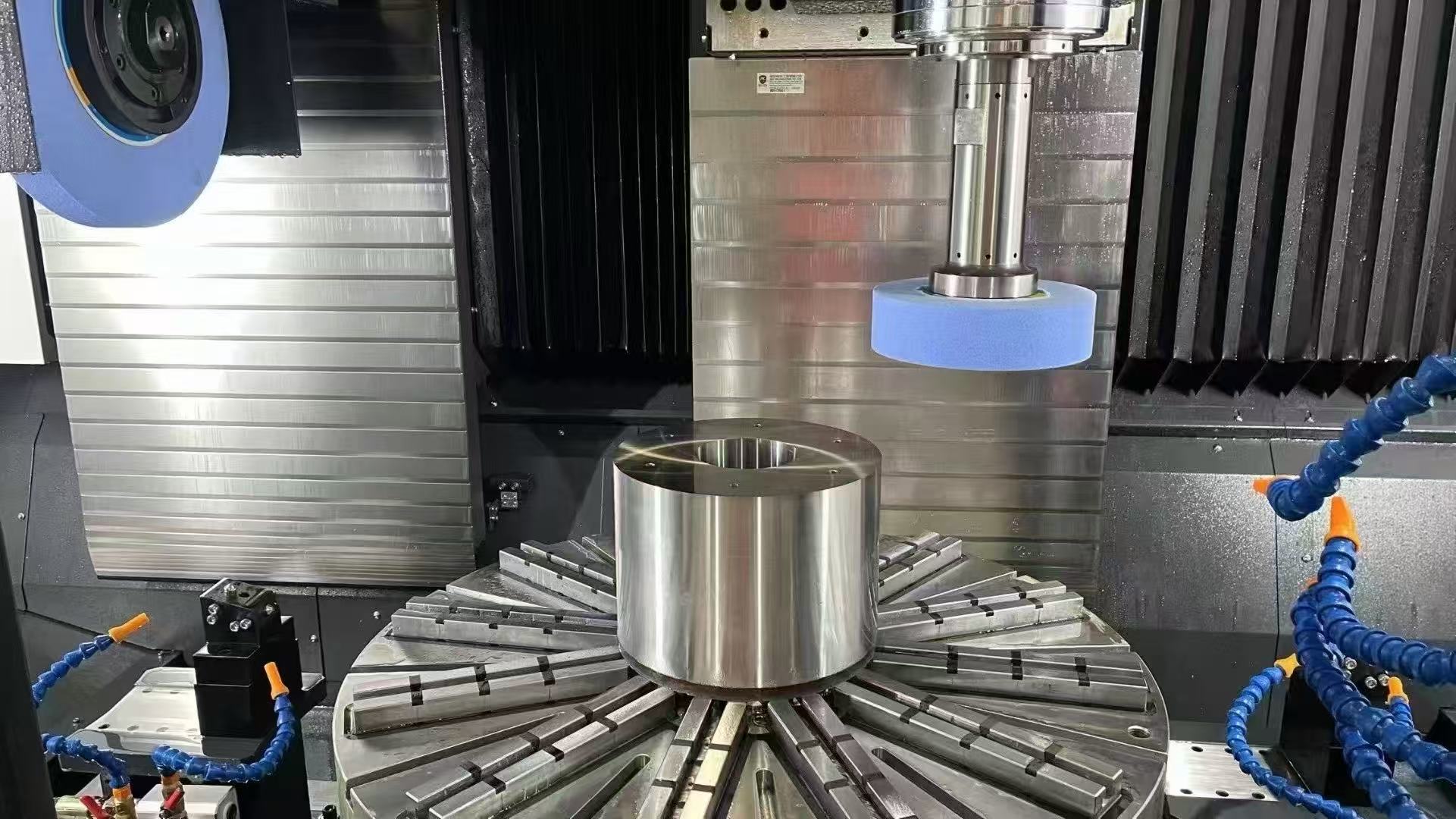
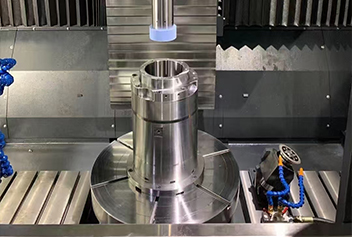
大直径能力:立式装夹稳定,适合薄壁与重件的端面、内外圆加工。
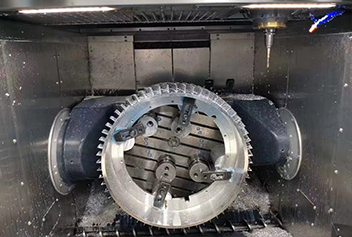
后续一致性好:为后续钻铣分度、精磨提供高质量基准。
- 能力与指标(典型)
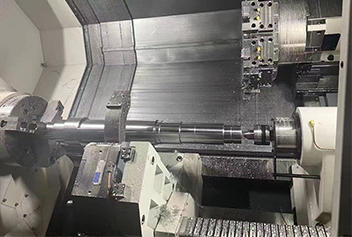
车削:Ø3–Ø1600 mm,长度 L ≤ 2200 mm(含立车/卧车)。
代表工件:Ø1600 × 800 mm、Ø420 × 2200 mm。
精度:常规 ±0.01 mm;关键位 ±0.005 mm(以治具与工艺方案为准)。
- 可加工材料(节选)
碳素/合金钢:45#、35#、Q235、40Cr、65Mn
工具/模具钢:D2、Cr12/Cr12MoV、DC53、SKD6(A2)、P20、718、NAK80、8407(H13)、T10/T12、ASP-23、H136/S136
不锈钢:0Cr18Ni(≈304)、SUS304、17-4PH 等;铸铁 HT150;铜/黄铜;POM/PEEK/PA 等工程塑料
- 后处理
热处理:调质、渗碳、氮化、感应淬火、时效
表面:阳极氧化(本色/硬膜/黑)、发黑、镀锌/镀镍、喷砂/珠喷、QPQ 等
- 质量与文件
恒温检验室 + CMM 三坐标;来料—过程—出货三检
可提供:尺寸/CMM 报告、材质/热处理/表面报告、COC 合格证
包装:VCI 防锈 + 独立标签 + 出口木箱;支持 FOB/CIF/DAP/DDP,NDA 保密
- 快速询价(RFQ)清单
- 2D 图(PDF/DWG)+ 3D 模型(STEP/IGS)
- 材料、热处理、表面处理标准
- 关键尺寸/公差与检验层级(FAI/CMM)
- 批量/节拍与目标交期;贸易条款
- 如为旧件:样件照片/尺寸/功能说明(可做逆向测绘)
亮点
-尺寸精度:±0.006 mm(Vturn-V760,恒温);KV-1000ATC 常温 ±0.01 mm
-高刚性夹持与工装,保障同心度与稳定性
-适配对象:壳体、法兰、盘类结构件